





RTTS ਪੈਕਰਾਂ ਬਾਰੇ ਵੇਰਵੇ
RTTS (ਪ੍ਰਾਪਤ ਕਰਨ ਯੋਗ ਟੈਸਟ-ਟ੍ਰੀਟ-ਸਕਿਊਜ਼)ਪੈਕਰਵੱਡੇ, ਮੁੜ ਪ੍ਰਾਪਤ ਕਰਨ ਯੋਗ ਪੈਕਰ ਹਨ ਜੋ ਦੋ-ਦਿਸ਼ਾਵੀ ਦਬਾਅ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰਨ ਦੇ ਸਮਰੱਥ ਹਨ। ਇਹਨਾਂ ਨੂੰ ਫਾਰਮੇਸ਼ਨ ਟੈਸਟਿੰਗ, ਐਸਿਡਾਈਜ਼ਿੰਗ ਅਤੇ ਸੀਮੈਂਟਿੰਗ ਵਰਗੇ ਕਾਰਜਾਂ ਵਿੱਚ ਕਈ ਕਾਰਜ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ, ਜਿਸ ਨਾਲ ਇੱਕ ਵਾਰ ਵਿੱਚ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਕਾਰਜ ਪੂਰੇ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ। ਉਹਨਾਂ ਦੀ ਬਹੁਪੱਖੀਤਾ ਦੇ ਕਾਰਨ, RTTS ਪੈਕਰ ਸਾਡੀ ਉਤਪਾਦਨ ਟੈਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਅਕਸਰ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਇਸ ਟੂਲ ਦੀ ਅੰਦਰੂਨੀ ਬਣਤਰ ਨੂੰ ਬਿਹਤਰ ਢੰਗ ਨਾਲ ਸਮਝਣ ਲਈ, ਸਾਨੂੰ ਇਸਦੀ ਵਿਸਥਾਰ ਵਿੱਚ ਜਾਂਚ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਜੋ ਸਾਨੂੰ ਉਸਾਰੀ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਤੋਂ ਬਾਅਦ ਦੇ ਪ੍ਰਬੰਧਨ ਦੌਰਾਨ ਪੈਦਾ ਹੋਣ ਵਾਲੇ ਮੁੱਦਿਆਂ ਨੂੰ ਹੱਲ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰੇਗਾ।
1. RTTS ਪੈਕਰਾਂ ਦੀ ਪਰਿਭਾਸ਼ਾ
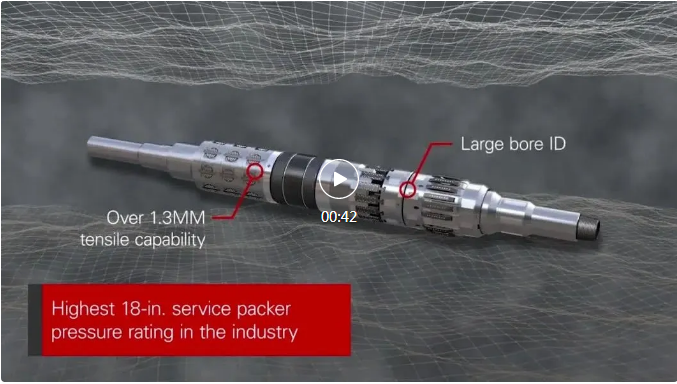
RTTS ਪੈਕਰ ਮਕੈਨੀਕਲ ਤੌਰ 'ਤੇ ਸੀਲ ਕੀਤੇ, ਸਲੀਵ-ਟਾਈਪ ਪੈਕਰ ਹਨ ਜੋ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰਿੰਗ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ ਹਨ। ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਫ੍ਰੈਕਚਰਿੰਗ ਅਤੇ ਐਸਿਡਾਈਜ਼ਿੰਗ ਓਪਰੇਸ਼ਨਾਂ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਪਰ ਇਹਨਾਂ ਨੂੰ ਡਾਊਨਹੋਲ ਓਪਰੇਸ਼ਨਾਂ ਜਿਵੇਂ ਕਿ ਖੂਹ ਦੀ ਜਾਂਚ, ਪਾਣੀ ਦੇ ਟੀਕੇ, ਅਤੇ ਸੀਮਿੰਟ ਸਕਿਊਜ਼ਿੰਗ ਲਈ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
RTTS ਪੈਕਰ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਔਜ਼ਾਰ ਹਨ ਜੋ ਇੱਕ ਕੇਸਡ ਖੂਹ ਦੇ ਅੰਦਰ ਤੇਲ, ਗੈਸ ਅਤੇ ਪਾਣੀ ਦੀਆਂ ਪਰਤਾਂ ਨੂੰ ਸੀਲ ਕਰਨ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਉਹ ਰਬੜ ਦੇ ਸਿਲੰਡਰ ਦੀ ਲੰਬਾਈ ਨੂੰ ਛੋਟਾ ਕਰਨ ਅਤੇ ਇਸਦੇ ਵਿਆਸ ਨੂੰ ਵਧਾਉਣ ਲਈ ਬਾਹਰੀ ਬਲ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ। ਤੇਲ ਦੀ ਪਰਤ ਅਤੇ ਐਨੁਲਰ ਸਪੇਸ ਨੂੰ ਸੀਲ ਕਰਕੇ, ਪੈਕਰ ਤੇਲ ਅਤੇ ਗੈਸ ਖੂਹਾਂ ਦੀ ਜਾਂਚ ਦੇ ਉਦੇਸ਼ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਦੇ ਹੋਏ, ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਤੇਲ ਦੀ ਪਰਤ (ਜਾਂ ਗੈਸ/ਪਾਣੀ ਦੀਆਂ ਪਰਤਾਂ) ਨੂੰ ਅਲੱਗ ਕਰਦਾ ਹੈ।
RTTS ਪੈਕਰ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਵਿੱਚ ਆਉਂਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ 4 1/2 ਇੰਚ, 5 ਇੰਚ, 5 1/2 ਇੰਚ, 7 ਇੰਚ, ਅਤੇ 9 5/8 ਇੰਚ ਸ਼ਾਮਲ ਹਨ। ਹਰੇਕ ਆਕਾਰ ਦਾ ਪੈਕਰ ਇੱਕ J-ਸਲਾਟ ਰਿਵਰਸਿੰਗ ਵਿਧੀ, ਮਕੈਨੀਕਲ ਸਲਿੱਪ, ਇੱਕ ਪੈਕਰ ਬਾਡੀ, ਅਤੇ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰਿੰਗ ਬਣਤਰ ਨਾਲ ਲੈਸ ਹੁੰਦਾ ਹੈ। ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰਿੰਗ ਬਣਤਰ ਪੈਕਰ ਨੂੰ ਉੱਪਰ ਵੱਲ ਧੱਕਣ ਤੋਂ ਰੋਕਦੀ ਹੈ ਜਦੋਂ ਪੈਕਰ ਦੇ ਹੇਠਾਂ ਦਬਾਅ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੁੰਦਾ ਹੈ। ਇਸ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰਿੰਗ ਫੰਕਸ਼ਨ ਦੇ ਕਾਰਨ, ਇਹ ਟੂਲ ਖਾਸ ਤੌਰ 'ਤੇ ਘੱਟ ਦਬਾਅ ਵਾਲੇ ਖੂਹਾਂ ਦੀ ਜਾਂਚ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ਪੈਕਰਾਂ ਦੇ ਮਾਡਲ ਨੰਬਰ ਉਹਨਾਂ ਦੇ ਆਕਾਰਾਂ ਨਾਲ ਮੇਲ ਖਾਂਦੇ ਹਨ: 4 1/2 ਇੰਚ, 5 ਇੰਚ, 5 1/2 ਇੰਚ, 7 ਇੰਚ, ਅਤੇ 9 5/8 ਇੰਚ, ਉਹਨਾਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਕੇਸਿੰਗ ਆਕਾਰਾਂ ਵਿੱਚ ਡਾਊਨਹੋਲ ਓਪਰੇਸ਼ਨਾਂ ਲਈ ਢੁਕਵਾਂ ਬਣਾਉਂਦੇ ਹਨ।
2. ਢਾਂਚਾਗਤ ਰਚਨਾ:
ਇਸ ਪੈਕਰ ਵਿੱਚ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰ, ਇੱਕ ਰਬੜ ਸਿਲੰਡਰ, ਇੱਕ ਸਲਿੱਪ, ਅਤੇ ਇੱਕ ਗਾਈਡ ਬਲਾਕ ਹੁੰਦਾ ਹੈ।
3. ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
a) ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰ ਟਿਊਬਿੰਗ ਪ੍ਰੈਸ਼ਰ ਦੁਆਰਾ ਐਂਕਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਪੈਕਰ ਦੇ ਸਿਖਰ ਦੇ ਵਿਸਥਾਪਨ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਰੋਕ ਸਕਦਾ ਹੈ।
b) ਸਲਿੱਪ ਨੂੰ ਰਗੜ ਬਲਾਕ ਤੋਂ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਟੇਪਰਡ ਗਰੂਵ ਵਿੱਚ ਇੱਕ ਅਣਸੀਲ ਸਥਿਤੀ ਵਿੱਚ ਸੰਕੁਚਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
c) ਆਟੋਮੈਟਿਕ ਸੈਟਿੰਗ J-ਆਕਾਰ ਵਾਲਾ ਯੰਤਰ ਵਧੇਰੇ ਸੁਵਿਧਾਜਨਕ ਹੈ।
d) ਸਲਿੱਪ-ਟਾਈਪ ਪੈਕਰ ਕੇਸਿੰਗ ਨੂੰ ਟੰਗਸਟਨ ਕਾਰਬਾਈਡ ਅਲੌਏ ਬਲਾਕ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਕਰਿੰਗ ਡਿਵਾਈਸ ਨਾਲ ਜੋੜਨਾ ਪੈਕਰ ਨੂੰ ਸਥਾਪਿਤ ਕਰਨਾ ਆਸਾਨ ਬਣਾਉਂਦਾ ਹੈ।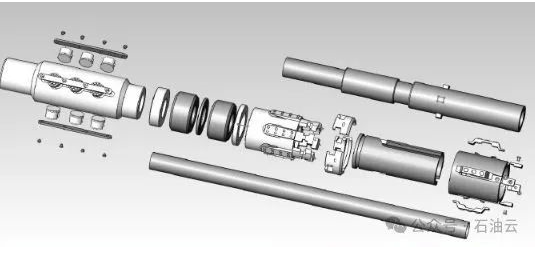
4. ਕਾਰਜਸ਼ੀਲ ਵਿਚਾਰ
a) ਪੈਕਰ ਡਾਊਨਹੋਲ ਚਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ, ਇਸਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੂਹ ਵਿੱਚ ਪਾਉਣਾ ਅਤੇ ਇਸਨੂੰ ਫਲੱਸ਼ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਖੂਹ ਵਿੱਚ ਕੋਈ ਸਖ਼ਤ ਵਸਤੂਆਂ ਨਾ ਹੋਣ ਜੋ ਪੈਕਰ ਨੂੰ ਹੇਠਾਂ ਕਰਨ ਅਤੇ ਸੈੱਟ ਕਰਨ ਤੋਂ ਰੋਕਦੀਆਂ ਹੋਣ।
b) ਅਸੈਂਬਲੀ ਵਿਧੀ ਨੂੰ ਸੁਚਾਰੂ ਅਤੇ ਹੌਲੀ-ਹੌਲੀ ਕੰਮ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਅਸੈਂਬਲੀ ਵਿਧੀ ਨੂੰ ਗਲਤੀ ਨਾਲ ਚਲਾਉਣ ਅਤੇ ਲਾਕ ਹੋਣ ਤੋਂ ਰੋਕਣ ਲਈ ਕੋਈ ਐਮਰਜੈਂਸੀ ਸਟਾਪ ਬਟਨ ਸੈੱਟ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ।
c) ਇੰਸਟਾਲੇਸ਼ਨ ਸਥਿਤੀ ਨੂੰ ਮਸ਼ੀਨ ਹਾਊਸਿੰਗ ਦੇ ਜੋੜਨ ਤੋਂ ਬਚਣਾ ਚਾਹੀਦਾ ਹੈ।
d) ਜੇਕਰ ਸੀਲਿੰਗ ਨੂੰ ਖੋਲ੍ਹਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਕੋਈ ਜਾਮ ਨਹੀਂ ਆਉਂਦਾ, ਤਾਂ ਸਟੈਂਡਪਾਈਪ ਨੂੰ ਦੁਬਾਰਾ ਬਾਹਰ ਕੱਢਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਜਦੋਂ ਤੱਕ ਇਹ ਖੂਹ ਦੀ ਡੂੰਘਾਈ ਤੱਕ ਨਹੀਂ ਪਹੁੰਚ ਜਾਂਦਾ ਤਾਂ ਜੋ ਕੇਸਿੰਗ ਵਿੱਚ ਲੱਗੇ ਮਿਸ਼ਰਤ ਬਲਾਕ ਨੂੰ ਕੇਸਿੰਗ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾ ਸਕੇ ਅਤੇ ਚੁੱਕਿਆ ਜਾ ਸਕੇ।
5. RTTS ਪੈਕਰਾਂ ਦੇ ਫਾਇਦੇ
1. RTTS ਪੈਕਰ ਤੇਲ ਖੂਹਾਂ ਦੀ ਜਾਂਚ ਲਈ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਔਜ਼ਾਰ ਹਨ। ਇਹ ਖਾਸ ਤੌਰ 'ਤੇ ਘੱਟ-ਦਬਾਅ, ਘੱਟ-ਪਾਰਦਰਸ਼ੀ ਖੂਹਾਂ ਅਤੇ ਭਾਰੀ ਤੇਲ ਖੂਹਾਂ (ਗੈਰ-ਸਵੈ-ਛਿੜਕਾਅ ਵਾਲੇ ਖੂਹਾਂ) ਲਈ ਢੁਕਵੇਂ ਹਨ, ਅਤੇ ਉਹਨਾਂ ਸਥਿਤੀਆਂ ਲਈ ਜਿੱਥੇ ਡ੍ਰਿਲਿੰਗ, ਸੀਮਿੰਟਿੰਗ ਅਤੇ ਹੋਰ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੌਰਾਨ ਗੰਭੀਰ ਗੰਦਗੀ ਹੁੰਦੀ ਹੈ। ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਨੁਕਸਾਨ ਦੇ ਕਾਰਨ, ਵੱਡੀ ਗਿਣਤੀ ਵਿੱਚ ਟੈਸਟ ਖੂਹਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਸੱਚੇ ਤਰਲ ਅਤੇ ਗਠਨ ਮਾਪਦੰਡ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਕਈ ਫਲੋਬੈਕਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
2.RTTS ਫ੍ਰੈਕਚਰਿੰਗ ਟੂਲ TCP (ਕਨਵੈਨਸ਼ਨਲ ਫ੍ਰੈਕਚਰਿੰਗ) + MFE (ਮਲਟੀ-ਸਟੇਜ ਫ੍ਰੈਕਚਰਿੰਗ) ਦੀ ਦੋ-ਦਿਸ਼ਾਵੀ ਜਾਂਚ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹਨ, ਅਤੇ TCP (ਕਨਵੈਨਸ਼ਨਲ ਫ੍ਰੈਕਚਰਿੰਗ) + MFE (ਮਲਟੀ-ਸਟੇਜ ਫ੍ਰੈਕਚਰਿੰਗ) + JET (ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪ ਡਰੇਨੇਜ) ਦੀ ਤੀਹਰੀ ਜਾਂਚ ਵੀ ਲਾਗੂ ਕਰ ਸਕਦੇ ਹਨ, ਅਤੇ ਫਿਰ TCP (ਕਨਵੈਨਸ਼ਨਲ ਫ੍ਰੈਕਚਰਿੰਗ) + MFE (ਮਲਟੀ-ਸਟੇਜ ਫ੍ਰੈਕਚਰਿੰਗ) + JET (ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪ ਡਰੇਨੇਜ) + ਐਸਿਡਾਈਜ਼ਿੰਗ ਅਤੇ ਹੋਰ ਚਾਰ ਸੰਯੁਕਤ ਟੈਸਟਿੰਗ ਨਵੀਂ ਤਕਨਾਲੋਜੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦੇ ਹਨ।
3.RTTS ਪੈਕਰ ਟੂਲ ਚਲਾਉਣ ਵਿੱਚ ਆਸਾਨ, ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ, ਲਾਗਤਾਂ ਨੂੰ ਬਹੁਤ ਘਟਾ ਸਕਦੇ ਹਨ, ਅਤੇ ਚੰਗੇ ਆਰਥਿਕ ਅਤੇ ਸਮਾਜਿਕ ਲਾਭ ਹਨ।
RTTS (ਰੀਟ੍ਰੀਵਏਬਲ ਟੈਸਟ-ਟ੍ਰੀਟ-ਸਕਵੀਜ਼) ਪੈਕਰ ਪੂਰੇ ਖੁੱਲ੍ਹਣ ਵਾਲੇ, ਮੁੜ ਪ੍ਰਾਪਤ ਕਰਨ ਯੋਗ ਪੈਕਰ ਹੁੰਦੇ ਹਨ ਜੋ ਟੈਸਟਿੰਗ, ਟ੍ਰੀਟਮੈਂਟ ਅਤੇ ਸੀਮੈਂਟਿੰਗ ਕਾਰਜਾਂ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਜ਼ਿਆਦਾਤਰ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਇਹ ਟੂਲ ਇੱਕ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਅਸੈਂਬਲੀ ਨਾਲ ਡਾਊਨਹੋਲ ਵਿੱਚ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਪੈਕਰ ਬਾਡੀ ਵਿੱਚ ਇੱਕ J-ਸਲਾਟ ਵਿਧੀ, ਮਕੈਨੀਕਲ ਸਲਿੱਪ, ਇੱਕ ਪੈਕਰ ਤੱਤ, ਅਤੇ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਸਲਿੱਪ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ। ਹਾਈਡ੍ਰੌਲਿਕ ਲਾਕਿੰਗ ਵਿਧੀ ਵਿੱਚ ਵੱਡੇ, ਭਾਰੀ-ਡਿਊਟੀ ਸਲਿੱਪ ਟੂਲ ਨੂੰ ਖੂਹ ਵਿੱਚ ਪੰਪ ਕੀਤੇ ਜਾਣ ਤੋਂ ਰੋਕਣ ਵਿੱਚ ਮਦਦ ਕਰਦੇ ਹਨ। ਪੈਕਰ ਬਾਡੀਜ਼ ≤ 3 1/2 ਇੰਚ (88.9 ਮਿਲੀਮੀਟਰ) ਲਈ, ਇੱਕ ਡਰੈਗ ਸਪਰਿੰਗ J-ਸਲਾਟ ਵਿਧੀ ਨੂੰ ਚਲਾਉਂਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਪੈਕਰ ਆਕਾਰ ≥ 4 ਇੰਚ (101.6 ਮਿਲੀਮੀਟਰ) ਲਈ, ਇੱਕ ਡਰੈਗ ਬਲਾਕ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਸਾਰੇ ਪੈਕਰ ਬਾਡੀਜ਼ ਇੱਕ ਆਟੋਮੈਟਿਕ J-ਸਲਾਟ ਸਲੀਵ ਦੇ ਨਾਲ ਮਿਆਰੀ ਆਉਂਦੇ ਹਨ। ਜੇਕਰ ਇੱਕ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਹ ਲਾਕਿੰਗ ਓਪਨ/ਲਾਕਿੰਗ ਬੰਦ ਕਿਸਮ ਦਾ ਹੁੰਦਾ ਹੈ, ਜਿਸਨੂੰ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਅਤੇ ਬਾਈਪਾਸ ਵਾਲਵ ਦੋਵਾਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਪੈਕਰ ਸੈੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਵਾਲਵ ਆਪਣੇ ਆਪ ਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਲਾਕ ਹੋ ਜਾਂਦਾ ਹੈ। ਟੈਸਟਿੰਗ ਜਾਂ ਸੀਮਿੰਟਿੰਗ ਓਪਰੇਸ਼ਨਾਂ ਦੌਰਾਨ, ਲਾਕਿੰਗ ਡਿਵਾਈਸ ਵਾਲਵ ਨੂੰ ਪੰਪ ਕਰਕੇ ਖੁੱਲ੍ਹਣ ਤੋਂ ਰੋਕਦੀ ਹੈ। ਲਾਕਿੰਗ ਓਪਨ ਪੋਜੀਸ਼ਨ ਵਿੱਚ ਸਿੱਧਾ J-ਸਲਾਟ ਪੈਕਰ ਬਾਡੀ ਵਿੱਚ ਸਿੱਧਾ J-ਸਲਾਟ (ਵਿਕਲਪਿਕ) ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ। ਇਹ ਸੁਮੇਲ ਸੀਮਿੰਟ ਦੁਆਰਾ ਟਿਊਬਿੰਗ ਨੂੰ ਵਿਸਥਾਪਿਤ ਕਰਨ ਤੋਂ ਬਾਅਦ ਸਰਕੂਲੇਟ ਕਰਨ ਵਾਲੇ ਵਾਲਵ ਨੂੰ ਬੰਦ ਕਰਨ ਜਾਂ ਪੈਕਰ ਨੂੰ ਰੀਸੈਟ ਕਰਨ ਲਈ ਟਿਊਬਿੰਗ ਨੂੰ ਘੁੰਮਾਉਣ ਦੀ ਜ਼ਰੂਰਤ ਨੂੰ ਖਤਮ ਕਰਦਾ ਹੈ।
ਫੀਚਰ:
- ਪੈਕਰ ਮੈਂਡਰਲ ਬੋਰ ਦਾ ਪੂਰਾ-ਖੁੱਲਣ ਵਾਲਾ ਡਿਜ਼ਾਈਨ ਟੂਲ ਰਾਹੀਂ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਤਰਲ ਪਦਾਰਥ ਪੰਪ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ। ਟਿਊਬਿੰਗ-ਕੰਵਾਈਡ ਪਰਫੋਰੇਟਿੰਗ ਬੰਦੂਕਾਂ ਅਤੇ ਹੋਰ ਵਾਇਰਲਾਈਨ ਔਜ਼ਾਰਾਂ ਨੂੰ ਪੈਕਰ ਰਾਹੀਂ ਚਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
- ਪੈਕਰ ਨੂੰ ਸਧਾਰਨ ਟਿਊਬਿੰਗ ਹੇਰਾਫੇਰੀ ਦੁਆਰਾ ਕਈ ਵਾਰ ਸੈੱਟ ਅਤੇ ਪੁਨਰ-ਸਥਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
- ਟੰਗਸਟਨ ਕਾਰਬਾਈਡ ਇਨਸਰਟਸ ਜ਼ਿਆਦਾ ਹੋਲਡਿੰਗ ਪਾਵਰ ਅਤੇ ਬਿਹਤਰ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ, ਜੋ ਕਿ ਉੱਚ-ਸ਼ਕਤੀ ਵਾਲੇ ਕੇਸਿੰਗ ਵਿੱਚ ਵਰਤੇ ਜਾਣ 'ਤੇ ਖਾਸ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੁੰਦਾ ਹੈ। ਟਿਊਬਿੰਗ ਰਾਹੀਂ ਲਗਾਇਆ ਗਿਆ ਦਬਾਅ ਹਾਈਡ੍ਰੌਲਿਕ ਲਾਕਿੰਗ ਵਿਧੀ ਵਿੱਚ ਇਨਸਰਟਸ ਨੂੰ ਸਰਗਰਮ ਕਰਦਾ ਹੈ।
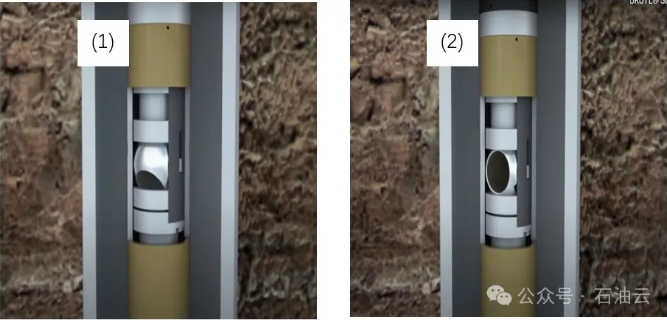
4. ਵਿਕਲਪਿਕ ਏਕੀਕ੍ਰਿਤ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਸਕਿਊਜ਼ ਟੈਸਟਿੰਗ ਓਪਰੇਸ਼ਨਾਂ ਦੌਰਾਨ ਖੁੱਲ੍ਹੀ ਜਾਂ ਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਲਾਕ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪੈਕਰ ਦੇ ਉੱਪਰ ਸਰਕੂਲੇਸ਼ਨ ਦੀ ਆਗਿਆ ਦੇਣ ਲਈ ਲੋੜ ਪੈਣ 'ਤੇ ਆਸਾਨੀ ਨਾਲ ਖੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ।
ਓਪਰੇਸ਼ਨ:
ਪੈਕਰ ਨੂੰ ਸੈੱਟ ਕਰਨ ਲਈ, ਟੂਲ ਨੂੰ ਲੋੜੀਂਦੇ ਸੈਟਿੰਗ ਸਥਾਨ ਤੋਂ ਥੋੜ੍ਹਾ ਹੇਠਾਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕਈ ਵਾਰੀ ਘੁੰਮਾਇਆ ਜਾਂਦਾ ਹੈ। ਜੇਕਰ ਟੂਲ ਹੇਠਾਂ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਸਿਰਫ਼ ਅੱਧਾ ਮੋੜ ਮੋੜਨਾ ਜ਼ਰੂਰੀ ਹੋ ਸਕਦਾ ਹੈ। ਹਾਲਾਂਕਿ, ਡੂੰਘੇ ਜਾਂ ਭਟਕਦੇ ਖੂਹਾਂ ਵਿੱਚ, ਰੋਟਰੀ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕਈ ਰੋਟੇਸ਼ਨਾਂ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ। ਸਥਿਤੀ ਬਣਾਈ ਰੱਖਣ ਲਈ, ਸੱਜੇ-ਹੱਥ ਦਾ ਟਾਰਕ ਉਦੋਂ ਤੱਕ ਬਣਾਈ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਟੂਲ 'ਤੇ ਮਕੈਨੀਕਲ ਇਨਸਰਟਸ ਸੈੱਟ ਨਹੀਂ ਹੋ ਜਾਂਦੇ ਅਤੇ ਭਾਰ ਚੁੱਕਣਾ ਸ਼ੁਰੂ ਨਹੀਂ ਕਰ ਸਕਦੇ। ਪੈਕਰ ਨੂੰ ਛੱਡਣ ਲਈ ਪੈਕਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਸੰਤੁਲਿਤ ਦਬਾਅ ਲਾਗੂ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਟਿਊਬਿੰਗ ਵਿੱਚੋਂ ਬਾਹਰ ਕੱਢਣ ਵੇਲੇ, ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਬੰਦ ਰਹਿੰਦਾ ਹੈ, ਪੈਕਰ ਦੇ ਤਲ 'ਤੇ ਉਲਟ ਸਰਕੂਲੇਸ਼ਨ ਬਣਾਉਂਦਾ ਹੈ। ਜਦੋਂ ਟਿਊਬਿੰਗ ਨੂੰ ਹੇਠਾਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਸੱਜੇ ਪਾਸੇ ਘੁੰਮਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਖੁੱਲ੍ਹਦਾ ਹੈ ਤਾਂ ਜੋ ਤਰਲ ਨੂੰ ਖੂਹ ਵਿੱਚੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾ ਸਕੇ।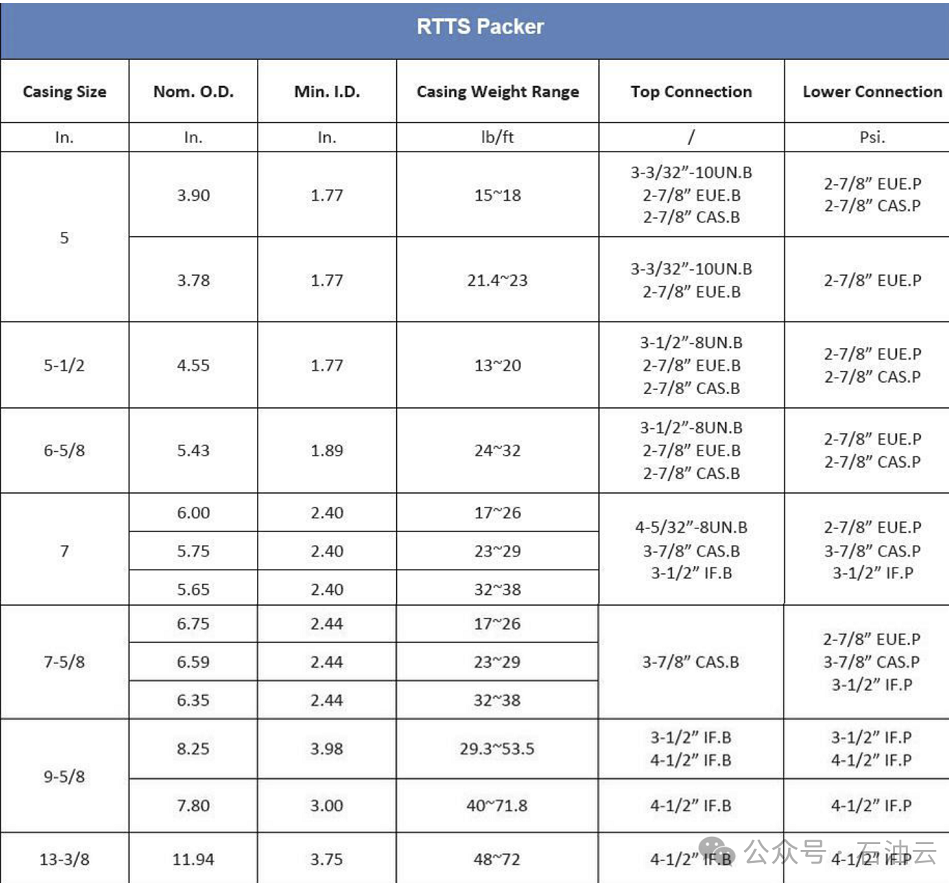
RTTS ਪੈਕਰ ਨੂੰ ਕਿਵੇਂ ਸੈੱਟ ਅਤੇ ਰਿਲੀਜ਼ ਕਰਨਾ ਹੈ
ਪੈਕਰ ਡਾਊਨਹੋਲ ਚਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ, ਮਕੈਨੀਕਲ ਸਲਿੱਪਾਂ ਦੀ ਗਤੀਸ਼ੀਲਤਾ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਰਗੜ ਬਲਾਕ ਸਲੀਵ ਨੂੰ ਕਈ ਵਾਰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਹਿਲਾਓ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਖੂਹ ਵਿੱਚ ਚਲਾਓ।
ਖੂਹ ਵਿੱਚ ਦੌੜਨ ਦੀ ਤਿਆਰੀ ਕਰਦੇ ਸਮੇਂ, ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਨੂੰ ਖੁੱਲ੍ਹੀ ਸਥਿਤੀ ਵਿੱਚ ਬੰਦ ਕਰੋ; J-ਸਲਾਟ ਵੀ ਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਹੈ, ਯਾਨੀ ਕਿ J-ਸਲਾਟ ਹੁੱਕ ਪੁਆਇੰਟ 'ਤੇ ਲੱਗ, ਅਤੇ ਸਲਿੱਪ ਵਾਪਸ ਲਈ ਗਈ ਸਥਿਤੀ ਵਿੱਚ ਹੈ।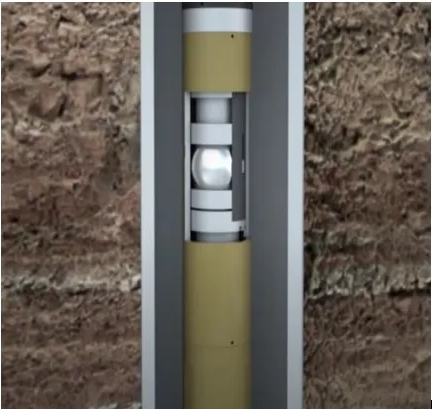
ਚੱਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਸਲਿੱਪ ਮਕੈਨਿਜ਼ਮ ਉੱਪਰ ਵੱਲ ਖਿਸਕਦਾ ਹੈ, ਮਕੈਨੀਕਲ ਸਲਿੱਪਾਂ ਨੂੰ ਸੈੱਟ ਕਰਦਾ ਹੈ ਅਤੇ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਨੂੰ ਬੰਦ ਕਰਦਾ ਹੈ। ਵਾਲਵ ਦੇ ਅਚਾਨਕ ਬੰਦ ਹੋਣ ਤੋਂ ਬਚਣ ਲਈ, ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਹੇਠਾਂ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਸੱਜੇ ਪਾਸੇ ਘੁੰਮਾਓ, ਇਸਨੂੰ ਖੁੱਲ੍ਹੀ ਸਥਿਤੀ ਵਿੱਚ ਚੁੱਕੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਖੱਬੇ ਪਾਸੇ ਖੁੱਲ੍ਹੀ ਤਾਲਾਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਘੁੰਮਾਓ, ਧਿਆਨ ਰੱਖੋ ਕਿ ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਨਾ ਖੋਲ੍ਹੋ।
ਜਦੋਂ ਔਜ਼ਾਰ ਟੈਸਟ ਸਥਿਤੀ 'ਤੇ ਪਹੁੰਚ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਓਪਰੇਸ਼ਨ ਕੀਤੇ ਜਾਣੇ ਹਨ, ਤਾਂ ਇਸਨੂੰ ਸੈਟਿੰਗ ਸਥਿਤੀ ਤੋਂ ਥੋੜ੍ਹਾ ਹੇਠਾਂ ਕਰੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਸੈਟਿੰਗ ਸਥਿਤੀ 'ਤੇ ਚੁੱਕੋ।
ਹੇਠਾਂ ਮੋਰੀ ਕਰੋ, ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਸੱਜੇ ਪਾਸੇ ਕਈ ਵਾਰੀ ਘੁਮਾਓ, ਟੂਲ ਨੂੰ ਸਿਰਫ਼ 1/2 ਵਾਰੀ ਘੁੰਮਾਓ।
ਟਿਊਬਿੰਗ ਸਟਰਿੰਗ 'ਤੇ ਸੱਜੇ ਹੱਥ ਦਾ ਟਾਰਕ ਬਣਾਈ ਰੱਖੋ ਅਤੇ ਮਕੈਨੀਕਲ ਸਲਿੱਪਾਂ 'ਤੇ ਭਾਰ ਲਗਾਓ।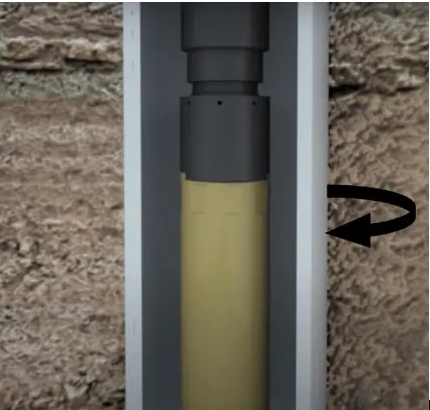 ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਘਟਾਉਣਾ ਬੰਦ ਕਰੋ, ਇਸਨੂੰ ਖੱਬੇ ਪਾਸੇ ਘੁੰਮਾਓ, ਅਤੇ ਸੱਜੇ-ਹੱਥ ਦਾ ਟਾਰਕ ਛੱਡੋ। ਆਮ ਤੌਰ 'ਤੇ, ਹਰ 300 ਮੀਟਰ 'ਤੇ 1/2 ਵਾਰੀ ਘੁੰਮਣਾ ਕਾਫ਼ੀ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਹ ਸੈਟਿੰਗ ਦੌਰਾਨ ਸੱਜੇ-ਹੱਥ ਦੇ ਘੁੰਮਣ ਦੀ ਗਿਣਤੀ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।
ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਘਟਾਉਣਾ ਬੰਦ ਕਰੋ, ਇਸਨੂੰ ਖੱਬੇ ਪਾਸੇ ਘੁੰਮਾਓ, ਅਤੇ ਸੱਜੇ-ਹੱਥ ਦਾ ਟਾਰਕ ਛੱਡੋ। ਆਮ ਤੌਰ 'ਤੇ, ਹਰ 300 ਮੀਟਰ 'ਤੇ 1/2 ਵਾਰੀ ਘੁੰਮਣਾ ਕਾਫ਼ੀ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਹ ਸੈਟਿੰਗ ਦੌਰਾਨ ਸੱਜੇ-ਹੱਥ ਦੇ ਘੁੰਮਣ ਦੀ ਗਿਣਤੀ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।
ਸੱਜੇ ਹੱਥ ਦਾ ਟਾਰਕ ਲਗਾਉਂਦੇ ਸਮੇਂ, ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਪੈਕਰ ਉੱਤੇ ਹੇਠਾਂ ਕਰੋ, ਟੂਲ ਨੂੰ ਲੋੜੀਂਦੀ ਸੈਟਿੰਗ ਫੋਰਸ ਵਰਕਿੰਗ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ।
ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਖੋਲ੍ਹੋ ਅਤੇ ਤਰਲ ਬਣਾਈ ਰੱਖੋ, ਟਿਊਬਿੰਗ ਸਟਰਿੰਗ ਨੂੰ ਸੱਜੇ ਪਾਸੇ ਘੁੰਮਾਓ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਚੁੱਕੋ; ਟਿਊਬਿੰਗ 'ਤੇ ਦਬਾਅ ਪਾਓ ਅਤੇ ਸਰਕੂਲੇਸ਼ਨ ਹੋਣ ਤੱਕ ਚੁੱਕਣਾ ਜਾਰੀ ਰੱਖੋ। ਹੁਣ ਇਸ ਸਥਿਤੀ ਵਿੱਚ ਫੜੀ ਰੱਖੋ, ਤਰਲ ਪਦਾਰਥ ਲਗਾਓ, ਅਤੇ ਫਿਰ ਟਿਊਬਿੰਗ ਸਟਰਿੰਗ ਨੂੰ ਉਦੋਂ ਤੱਕ ਛੱਡ ਦਿਓ ਜਦੋਂ ਤੱਕ ਤਰਲ ਦਬਾਅ ਖਤਮ ਨਹੀਂ ਹੋ ਜਾਂਦਾ, ਜਿਸ ਨਾਲ ਟੂਲ ਭਾਰ ਚੁੱਕਣਾ ਸ਼ੁਰੂ ਕਰ ਦੇਵੇ। ਖੱਬੇ ਪਾਸੇ ਘੁੰਮਾਓ ਅਤੇ ਟਾਰਕ ਛੱਡੋ, ਫਿਰ ਭਾਰ ਘਟਾਉਣਾ ਜਾਰੀ ਰੱਖੋ ਜਦੋਂ ਤੱਕ ਪੈਕਰ ਲੋੜੀਂਦਾ ਨਾਲ ਦੁਬਾਰਾ ਸੈੱਟ ਨਹੀਂ ਹੋ ਜਾਂਦਾ।
 ਟੈਸਟਿੰਗ ਪੂਰੀ ਕਰਦੇ ਸਮੇਂ ਅਤੇ ਪੈਕਰ ਨੂੰ ਛੱਡਦੇ ਸਮੇਂ, ਪਹਿਲਾਂ ਪੈਕਰ 'ਤੇ ਦਬਾਅ ਨੂੰ ਸੰਤੁਲਿਤ ਕਰੋ। ਫਿਰ, ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਘੁੰਮਾਏ ਬਿਨਾਂ ਚੁੱਕੋ, ਇਸ ਤਰ੍ਹਾਂ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਨੂੰ ਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ ਅਤੇ ਪੈਕਰ ਦੇ ਦੁਆਲੇ ਉਲਟਾ ਸਰਕੂਲੇਸ਼ਨ ਸਥਾਪਤ ਕਰੋ।
ਟੈਸਟਿੰਗ ਪੂਰੀ ਕਰਦੇ ਸਮੇਂ ਅਤੇ ਪੈਕਰ ਨੂੰ ਛੱਡਦੇ ਸਮੇਂ, ਪਹਿਲਾਂ ਪੈਕਰ 'ਤੇ ਦਬਾਅ ਨੂੰ ਸੰਤੁਲਿਤ ਕਰੋ। ਫਿਰ, ਟਿਊਬਿੰਗ ਸਟ੍ਰਿੰਗ ਨੂੰ ਘੁੰਮਾਏ ਬਿਨਾਂ ਚੁੱਕੋ, ਇਸ ਤਰ੍ਹਾਂ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਨੂੰ ਬੰਦ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ ਅਤੇ ਪੈਕਰ ਦੇ ਦੁਆਲੇ ਉਲਟਾ ਸਰਕੂਲੇਸ਼ਨ ਸਥਾਪਤ ਕਰੋ।

ਟਿਊਬਿੰਗ ਨੂੰ ਹੇਠਾਂ ਕਰੋ, ਟਿਊਬਿੰਗ ਸਟਰਿੰਗ ਨੂੰ ਘੁੰਮਾਓ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਚੁੱਕੋ, ਇਸ ਤਰ੍ਹਾਂ ਸਰਕੂਲੇਟਿੰਗ ਵਾਲਵ ਖੁੱਲ੍ਹ ਜਾਵੇਗਾ, ਅਤੇ ਫਿਰ ਟੂਲ ਨੂੰ ਵੈੱਲਹੈੱਡ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਪੋਸਟ ਸਮਾਂ: ਫਰਵਰੀ-25-2025


 5-1203 ਦਾਹੁਆ ਡਿਜੀਟਲ ਇੰਡਸਟਰੀਅਲ ਪਾਰਕ ਤਿਆਂਗੁ 6ਵੀਂ ਰੋਡ, ਹਾਈ-ਟੈਕ ਡਿਵੈਲਪਮੈਂਟ ਜ਼ੋਨ ਸ਼ੀਆਨ, ਚੀਨ
5-1203 ਦਾਹੁਆ ਡਿਜੀਟਲ ਇੰਡਸਟਰੀਅਲ ਪਾਰਕ ਤਿਆਂਗੁ 6ਵੀਂ ਰੋਡ, ਹਾਈ-ਟੈਕ ਡਿਵੈਲਪਮੈਂਟ ਜ਼ੋਨ ਸ਼ੀਆਨ, ਚੀਨ 86-13609153141
86-13609153141

